 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
1. Tăiere vaporizată.
În procesul de tăiere prin gazeificare cu laser, viteza de creștere a temperaturii suprafeței materialului până la temperatura punctului de fierbere este atât de rapidă încât este suficientă pentru a evita topirea cauzată de conducerea căldurii, astfel încât o parte din material se vaporizează în abur și dispare, iar o parte din materialul este pulverizat din partea inferioară a fantei cu gaz auxiliar. Fluxul se scurge. În acest caz, este necesară o putere laser foarte mare.
Pentru a preveni condensarea vaporilor de material pe peretele fantei, grosimea materialului nu trebuie să depășească cu mult diametrul fasciculului laser. Prin urmare, acest proces este potrivit numai pentru aplicațiile în care trebuie evitată îndepărtarea materialului topit. Această prelucrare este de fapt utilizată numai în zonele în care aliajele pe bază de fier sunt foarte mici.
Acest proces nu poate fi utilizat pentru materiale precum lemnul și anumite ceramice care nu sunt în stare topită și, prin urmare, este puțin probabil să permită condensarea vaporilor materialului. În plus, aceste materiale necesită de obicei tăieturi mai groase. În tăierea prin gazeificare cu laser, focalizarea fasciculului depinde de grosimea materialului și de calitatea fasciculului. Puterea laserului și căldura de vaporizare au doar o anumită influență asupra poziției focalizării. In cazul unei anumite grosimi a tablei, viteza de taiere este invers proportionala cu temperatura de vaporizare a materialului. Densitatea de putere laser necesară este mai mare de 108 W/cm2 și depinde de material, adâncimea de tăiere și poziția de focalizare a fasciculului. În cazul unei anumite grosimi a tablei, presupunând o putere laser suficientă, viteza de tăiere este limitată de viteza jetului de gaz.
2. Topire și tăiere.
În topirea și tăierea cu laser, piesa de prelucrat este parțial topită, iar materialul topit este pulverizat cu ajutorul fluxului de aer. Deoarece transferul materialului are loc numai în stare lichidă, procesul se numește topire și tăiere cu laser.
Raza laser este asortată cu un gaz de tăiere inert de înaltă puritate pentru a îndepărta materialul topit de la tăietură, iar gazul în sine nu participă la tăiere. Tăierea prin topire cu laser poate obține o viteză de tăiere mai mare decât tăierea prin gazeificare. Energia necesară pentru gazeificare este de obicei mai mare decât energia necesară pentru a topi materialul. În topirea și tăierea cu laser, fasciculul laser este absorbit doar parțial. Viteza de tăiere crește odată cu creșterea puterii laserului și scade aproape invers cu creșterea grosimii foii și creșterea temperaturii de topire a materialului. În cazul unei anumite puteri laser, factorul limitativ este presiunea aerului la fantă și conductibilitatea termică a materialului. Topirea și tăierea cu laser pot obține incizii fără oxidare pentru materiale de fier și metale de titan. Densitatea de putere a laserului care produce topire dar nu gazeificare este între 104 W/cm2 și 105 W/cm2 pentru materialele din oțel.
3. Tăiere prin topire prin oxidare (tăiere cu flacără cu laser).
Tăierea prin topire utilizează în general gaz inert. Dacă este înlocuit cu oxigen sau alte gaze active, materialul este aprins sub iradierea unui fascicul laser și are loc o reacție chimică acerbă cu oxigenul pentru a genera o altă sursă de căldură pentru a încălzi în continuare materialul, care se numește tăiere prin topire oxidativă.
Datorită acestui efect, pentru oțelul de structură de aceeași grosime, viteza de tăiere care poate fi obținută prin această metodă este mai mare decât cea a tăierii prin topire. Pe de altă parte, această metodă poate avea o calitate mai slabă a tăierii în comparație cu tăierea prin fuziune. De fapt, va produce o tăietură mai largă, o rugozitate evidentă, o zonă afectată de căldură crescută și o calitate mai proastă a marginilor. Tăierea cu flacără cu laser nu este bună atunci când se prelucrează modele de precizie și colțuri ascuțite (există pericolul de ardere a colțurilor ascuțite). Un laser pulsat poate fi folosit pentru a limita influența termică, iar puterea laserului determină viteza de tăiere. În cazul unei anumite puteri laser, factorul limitativ este furnizarea de oxigen și conductibilitatea termică a materialului.
4. Controlați tăierea fracturilor.
Pentru materialele fragile care sunt ușor deteriorate de căldură, tăierea de mare viteză și controlabilă este efectuată prin încălzire cu fascicul laser, care se numește tăiere controlată prin fractură. Conținutul principal al acestui proces de tăiere este: fasciculul laser încălzește o zonă mică de material fragil, provocând un gradient termic mare și deformare mecanică severă în această zonă, determinând materialul să formeze fisuri. Atâta timp cât se menține un gradient de încălzire uniform, fasciculul laser poate ghida fisurile în direcția dorită.
www.chinajema.com
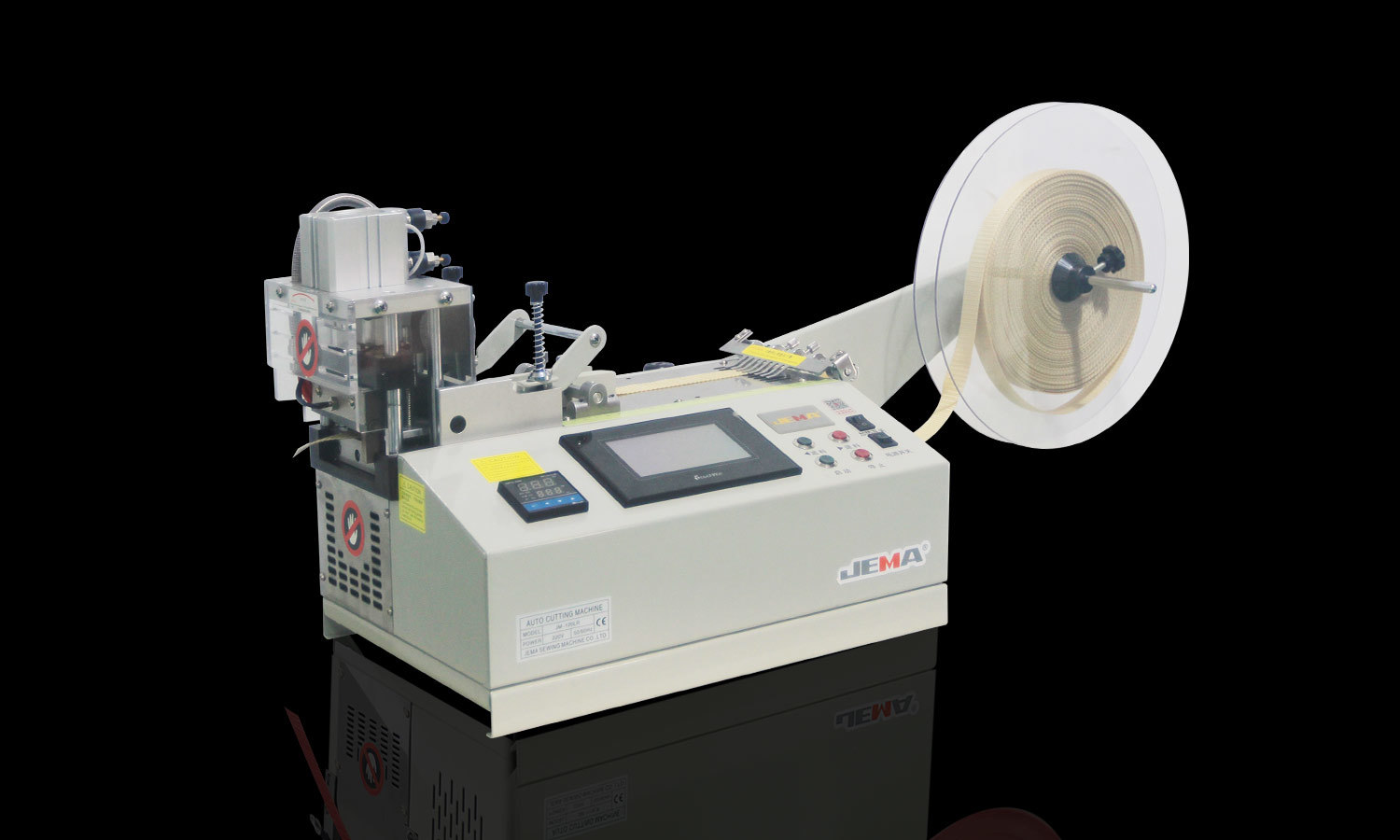
Mașină computerizată de tăiat bandă (infraroșu rece și cald) JM-120HLR
Tăiere complet automată, operare simplă, gamă largă de aplicații și calitate înaltă a tăierii. Caracteristici viteza mare: Poate tăia 70 ~...
Vezi această serie de produse
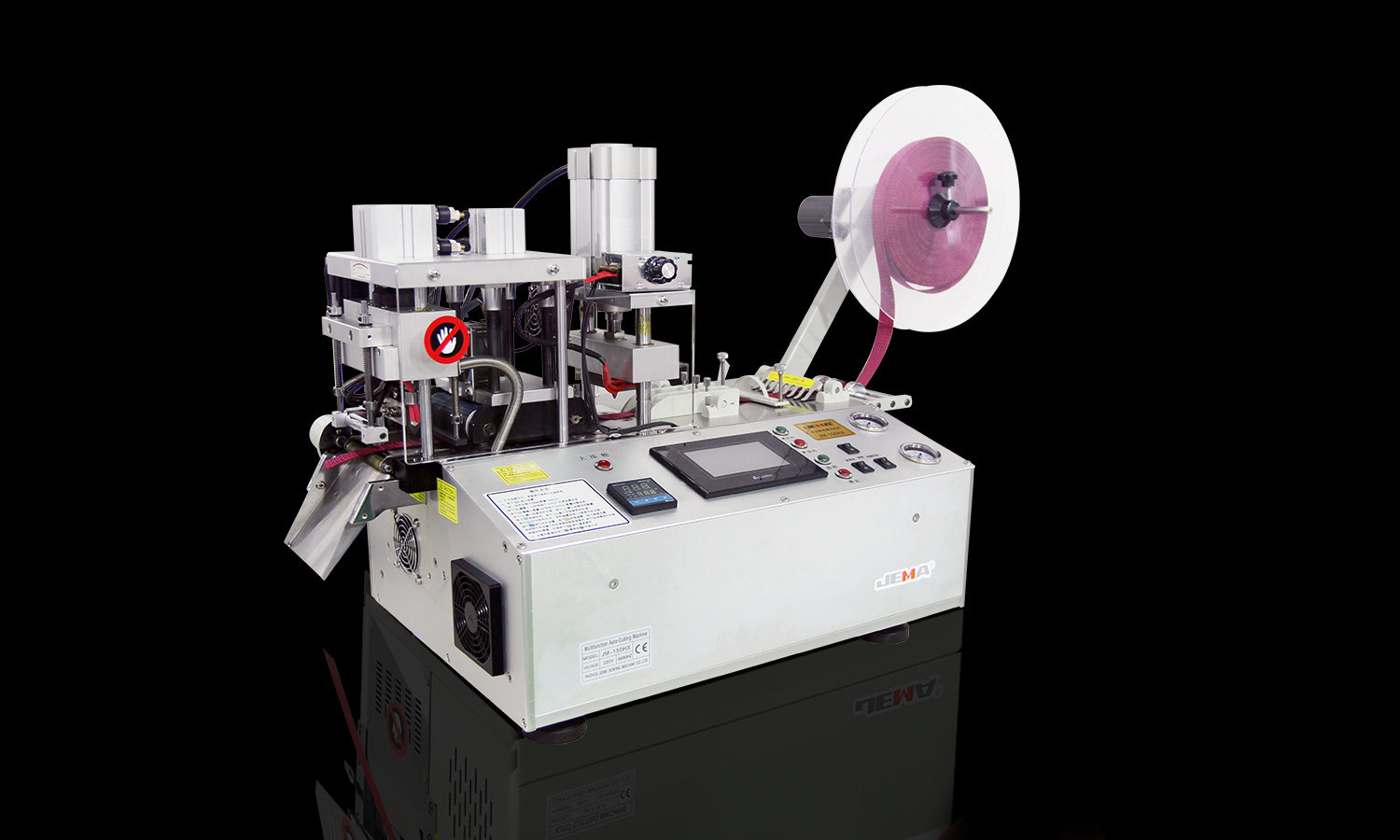
Mașină de tăiat bandă computerizată multifuncțională (colț) JM-150HX
Tăiere complet automată, operare simplă, gamă largă de aplicații, calitate înaltă a tăierii, suprafață de tăiere netedă, fără sârmă slăbită. Caracteris...
Vezi această serie de produse
Care este principiul mașinii de tăiat cu laser?
PREV:Care sunt clasificările mașinilor de tăiat cu ultrasunete?NEXT:Care sunt măsurile de instalare și siguranță ale mașinii de tăiat sticla?
Produse recomandate
-
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Mașină computerizată de tăiat bandă (infraroșu rece și cald) JM-120HLR")
Mașină computerizată de tăiat bandă (infraroșu rece și cald) JM-120HLR
Tăiere complet automată, operare simplă, gamă largă de aplicații și calitate înaltă a tăierii. ...
-
 JM-150H")
Mașină de tăiat bandă computerizată multifuncțională (cuțit fierbinte) JM-150H
Tăiere complet automată, operare simplă, gamă largă de aplicații, calitate înaltă a tăierii, supr...
-
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Mașină multifuncțională computerizată de tăiat bandă (cuțit la rece) JM-150L")
Mașină multifuncțională computerizată de tăiat bandă (cuțit la rece) JM-150L
Tăierea complet automată este ușor de operat, are o gamă largă de aplicații, calitate înaltă a tă...
-

Mașină electrică de tăiat JM-108
Caracteristici Mașina electrică de tăiat JM-3D/3/103 este compatibilă cu foarfeca electri...
24 de ani specializată în producția de diverse mașini de tăiat.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Producători de mașini de tăiat bandă elastică personalizată
